")
永磁筒式磁選機(jī)因其具有高效杉辙、環(huán)保、經(jīng)濟(jì)的特點(diǎn)捶朵,廣泛應(yīng)用于黑色及有色金屬選礦廠蜘矢、重介質(zhì)洗煤廠及其他工業(yè)部門,是現(xiàn)代化磁選廠和重介質(zhì)洗煤廠的重要設(shè)備之一综看。近年來品腹,隨著磁性材料技術(shù)的迅速發(fā)展和磁選機(jī)設(shè)計(jì)專家的深入研究,使得永磁筒式磁選機(jī)的磁感應(yīng)強(qiáng)度從幾十毫特斯拉到六百多毫特斯拉红碑,設(shè)備規(guī)格向大型舞吭、超大型化方向發(fā)展。
磁選設(shè)備覆蓋面廣析珊,從拋尾到精選羡鸥,從濕式到干式,場(chǎng)強(qiáng)從幾十到幾百豪特斯拉忠寻,大規(guī)格惧浴、較高場(chǎng)強(qiáng)、大處理量的永磁磁選設(shè)備都被生產(chǎn)所用锡溯。對(duì)永磁筒式磁選機(jī)的性能也有了更高的要求赶舆,并向大型化方向發(fā)展,以滿足礦產(chǎn)資源綜合利用的需求祭饭。磁選設(shè)備設(shè)計(jì)是首要環(huán)節(jié)芜茵,而先進(jìn)適宜的加工工藝是確保設(shè)計(jì)思想付諸實(shí)施并實(shí)現(xiàn)批量化生產(chǎn)的重要環(huán)節(jié)。因此倡蝙,結(jié)合多年來從事機(jī)械加工制造的經(jīng)驗(yàn)九串,對(duì)永磁筒式磁選機(jī)筒體的加工工藝進(jìn)行探討。
1寺鸥、筒體在傳動(dòng)鏈中的作用
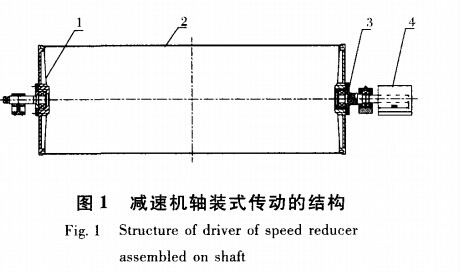
永磁筒式磁選機(jī)的傳動(dòng)結(jié)構(gòu)分為通軸式傳動(dòng)方式和半軸式傳動(dòng)方式兩種猪钮。半軸式傳動(dòng)又分為皮帶式傳動(dòng),直聯(lián)式傳動(dòng)胆建,減速機(jī)軸裝式傳動(dòng)等烤低。不同的傳動(dòng)方式對(duì)傳動(dòng)件的要求重點(diǎn)不盡相同。通軸式傳動(dòng)方式對(duì)傳動(dòng)套笆载、滑動(dòng)軸承部件要求嚴(yán)格扑馁,磁筒與整機(jī)裝配的技術(shù)要求高涯呻。半軸式傳動(dòng)方式中的直聯(lián)式傳動(dòng)和皮帶式傳動(dòng)因?yàn)闇p速機(jī)電機(jī)與半軸的連接有柔性裝置,因此對(duì)傳動(dòng)件的加工要求相對(duì)較低腻要。減速機(jī)軸裝式傳動(dòng)就完全不一樣复罐,它除了與以上兩種方式的傳動(dòng)件要求一樣外,對(duì)筒體的技術(shù)要求非常嚴(yán)格雄家,因?yàn)閭鲃?dòng)件任何擺動(dòng)或跳動(dòng)直接帶著裝在半軸上的減速機(jī)擺動(dòng)和跳動(dòng)效诅,沒有任何的緩沖和消減裝置,因此減速機(jī)較大幅度的擺動(dòng)和跳動(dòng)在傳動(dòng)中是要杜絕的趟济。減速機(jī)軸裝式傳動(dòng)的結(jié)構(gòu)見圖1乱投。
磁選機(jī)的動(dòng)力減速機(jī)采用軸裝式對(duì)加工精度的要求很高,其他的較小件都可以用機(jī)床加工咙好,精度保證不會(huì)出現(xiàn)問題篡腌。作為傳動(dòng)鏈中的巨無霸的簡(jiǎn)體的加工提出了挑戰(zhàn),筒體是磁選機(jī)運(yùn)轉(zhuǎn)中的重要件核心件勾效,磁選機(jī)的分選過程是靠它的旋轉(zhuǎn)來完成的嘹悼,而它長(zhǎng)約3m直徑1.2m,簡(jiǎn)體兩法蘭不平行度和不垂直度即擺動(dòng)和跳動(dòng)的消除是急待解決的問題层宫。
2杨伙、筒體結(jié)構(gòu)及分析
磁選機(jī)筒體是由兩部分組成,即兩個(gè)直徑1200mm厚40mm的不銹鋼法蘭和一個(gè)直徑1200mm長(zhǎng)度2960mm厚5mm不銹鋼筒皮組焊而成萌腿,筒體的結(jié)構(gòu)如圖2所示限匣。
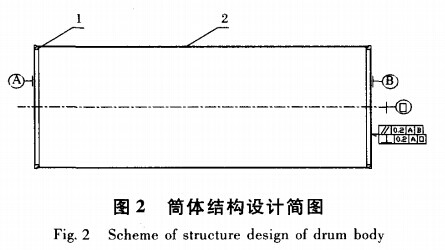
從圖2可以看出,磁選機(jī)筒體實(shí)際是一個(gè)焊接件毁菱,且是一個(gè)薄壁超大焊接結(jié)構(gòu)米死。如果能焊后用車床加工,筒體兩法蘭的不平行度和不垂直度能夠容易保證贮庞,但需要超大車床峦筒,且多了一道焊接后加工工序,并且簡(jiǎn)體的焊接過程也很復(fù)雜窗慎,焊接時(shí)必須保證筒皮的軸線與兩端法蘭同心并與兩法蘭面垂直物喷,而兩法蘭一旦加工好后,筒皮與法蘭焊好后的相對(duì)位置關(guān)系已經(jīng)確定遮斥。對(duì)于這樣的薄壁超大焊接很難在二次加工的過程中消除筒皮與法蘭相對(duì)位置差峦失,所以焊接時(shí)必須保證筒皮與法蘭的相對(duì)位置,從經(jīng)濟(jì)的角度考慮术吗,法蘭的二次加工量應(yīng)以能消除變形和位置偏差為宜尉辑。綜合考慮以上因素,如果能設(shè)計(jì)合理科學(xué)的工裝较屿,減去焊后二次加工隧魄,不論從經(jīng)濟(jì)還是工期的角度都是非常必要的实幕。批量生產(chǎn)更是如此。
筒體一經(jīng)設(shè)計(jì)好堤器,在制造生產(chǎn)中如何保證達(dá)到設(shè)計(jì)要求是制造工藝人員的重要責(zé)任。在這一工作中末贾,裝配質(zhì)量的好壞就起決定性作用闸溃,這一點(diǎn)對(duì)超大型磁選設(shè)備尤為重要。目前拱撵,只能靠人工結(jié)合工裝卡具來完成辉川,只憑人力不借助輔助工裝無法實(shí)現(xiàn)。
3拴测、工裝設(shè)計(jì)與裝配
經(jīng)反復(fù)研討乓旗,利用現(xiàn)有條件加工簡(jiǎn)體,不上大的機(jī)床集索,設(shè)計(jì)了一套方便可行的裝配焊接工裝屿愚,能在設(shè)備的制造過程中容易安裝,操作既安全又可靠务荆,不僅效率提高了妆距,而且焊接裝配質(zhì)量大為提高。工裝結(jié)構(gòu)如圖3所示函匕。
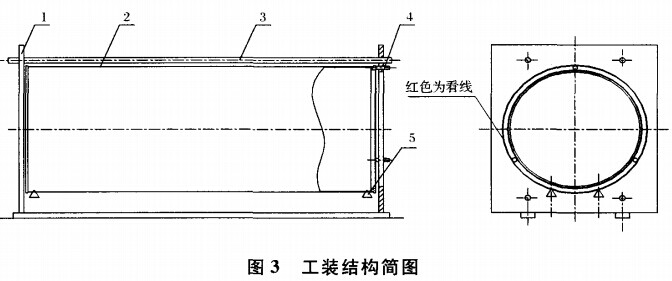
結(jié)構(gòu)及加工要點(diǎn)娱据。工藝支架中,兩端40mm厚的端板必須在一次裝夾中加工完成盅惜,鉆出16~φ14.5mm孔中剩,且車出比法蘭外圓大2mm的看線,兩端板內(nèi)側(cè)距離比簡(jiǎn)體長(zhǎng)度長(zhǎng)40mm抒寂。4個(gè)千斤頂固定在工藝支架的端板側(cè)结啼,這4個(gè)千斤頂可獨(dú)立調(diào)節(jié),當(dāng)架在上面的筒體蓬推、法蘭位置有誤差時(shí)妆棒,可用千斤頂調(diào)節(jié)至合適位置。在工藝支架一側(cè)端板上裝著一個(gè)可旋進(jìn)的三爪沸伏,這個(gè)可旋進(jìn)的三爪可從一端頂緊簡(jiǎn)體法蘭糕珊,旋進(jìn)距離40mm并可固定好,當(dāng)筒體長(zhǎng)度不合適時(shí)毅糟,可利用可旋進(jìn)的三爪調(diào)解或利用螺栓從兩端板處進(jìn)行調(diào)節(jié)红选。
使用方法。使用時(shí)先將法蘭與筒皮基本裝配到位姆另,然后滾裝到工裝的4個(gè)千斤頂上喇肋,據(jù)實(shí)際情況調(diào)解4個(gè)千斤頂坟乾,使法蘭與大端板上的看線同心,旋出可旋進(jìn)的三爪蝶防,如果長(zhǎng)度長(zhǎng)了甚侣,利用三爪頂至合適位置,如果簡(jiǎn)體長(zhǎng)度短了间学,可利用螺栓與法蘭上的螺栓孔旋進(jìn)拉出殷费,并調(diào)節(jié)兩法蘭面平行(兩法蘭與兩端貼緊了就平行了,因?yàn)閮煞ㄌm面是在一次裝夾中加工出來的)低葫。均調(diào)節(jié)好后详羡,兩法蘭及筒皮的形位公差就保證了,下一步就是定位焊接了嘿悬。
4实柠、焊接工藝選擇
筒體在工裝上裝配好后,雖然位置已確定善涨,兩法蘭平行度以及與母線的垂直度已經(jīng)達(dá)到了設(shè)計(jì)要求窒盐,但焊接方法、焊接工藝的科學(xué)與否直接影響筒體的質(zhì)量钢拧。
筒皮厚度為5mm登钥,長(zhǎng)度1.2m,焊縫長(zhǎng)度約3.8m娶靡,對(duì)于這樣的薄壁超大件牧牢,焊接工藝措施的制定是一個(gè)不小的難題。怎樣選擇適當(dāng)?shù)暮附庸に囎硕В购缚p均勻塔鳍,防止和減少焊接結(jié)構(gòu)變形是工藝人員需要解決的首要問題。
經(jīng)反復(fù)研究商討分析*后確定用鎢極氬弧焊呻此。因?yàn)闅鍤獗Wo(hù)作用好轮纫,氬弧溫度高、熱量集中焚鲜,氬弧一旦引燃后掌唾,就能比較穩(wěn)定燃燒,氬弧焊基本上是金屬熔化與結(jié)晶的簡(jiǎn)單過程忿磅,能獲得較為純凈的質(zhì)量良好的焊縫糯彬。氬弧焊時(shí)由于電弧受到氬氣流的壓縮與冷卻作用,焊縫的熱影響區(qū)小葱她,因此焊接的變形和應(yīng)力均較小撩扒,尤其適用于薄板焊接。焊縫的熱影響區(qū)小吨些,焊縫強(qiáng)度高搓谆,耐腐蝕性好炒辉,焊件變形小,因此焊縫質(zhì)量高泉手。氬弧焊在焊接時(shí)無熔渣黔寇,焊后無熔渣缺陷。焊接工藝順序見圖4斩萌。
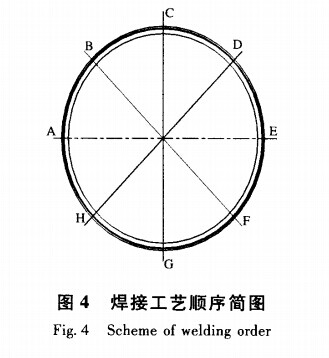
焊接時(shí)首先是裝配啡氢,點(diǎn)焊按照A->E->C->G->D->H->B->F的順序進(jìn)行,以減小變形术裸。固定好后從工裝上取下,用鋼架固定好再焊接亭枷,焊接時(shí)采取小電流兩遍焊袭艺,焊接順序同點(diǎn)焊,如果能兩人同時(shí)施焊效果更好叨粘。焊絲的成分與母材相同猾编,焊接的速度應(yīng)適當(dāng)?shù)目煨榉乐棺冃紊茫瞬捎眯‰娏鞑⑶冶M量避免橫向擺動(dòng)答倡。固定在支架上同時(shí)起散熱作用,把焊接處的熱量迅速散走驴党,使焊縫附近的金屬受熱區(qū)域大大減少瘪撇,達(dá)到減少焊接變形的目的。剛性固定法采用強(qiáng)制的手段來減少焊后變形港庄,剛性固定物應(yīng)在焊縫全部冷卻后拆除倔既。變形隨焊接電流的增加而增加,焊條直徑小變形也小鹏氧,變形隨焊接速度的增加而減小渤涌,變形隨焊接受熱體積的增加而增加。所以要用小電流快速的焊接方法把还。并將長(zhǎng)焊縫改為用不同方向的短焊縫的連接方法來減少焊后變形实蓬。焊后采用錘擊法,矯正焊接變形消除殘余應(yīng)力吊履。
鎢極對(duì)電弧穩(wěn)定性和焊接質(zhì)量有很大影響安皱。施焊損耗小,引弧穩(wěn)弧性能好艇炎。引弧容易练俐,焊接電流穩(wěn)定,焊縫成型好冕臭。非熔化極惰性氣體保護(hù)焊具有電流穩(wěn)定腺晾、焊縫成型好的特點(diǎn)燕锥,具有非接觸引弧能力,不會(huì)燒傷鎢極或在焊縫上產(chǎn)生夾鎢缺陷悯蝉。
5归形、結(jié)語
經(jīng)過反復(fù)試驗(yàn),裝配用工裝能保證筒體的形位公差鼻由,使用方便暇榴,省去了購(gòu)買大型車床,經(jīng)濟(jì)實(shí)用蕉世。焊接技術(shù)已經(jīng)過關(guān)蔼紧,用這種方法焊接的筒體,焊接質(zhì)量不論是外觀的平整度狠轻、均勻性奸例,還是焊縫變形量、熱裂紋向楼,都達(dá)到了設(shè)計(jì)要求查吊,產(chǎn)生較好的社會(huì)效益和經(jīng)濟(jì)效益。這種工裝和焊接方法非常適合批量生產(chǎn)湖蜕。用該方法制作的筒體逻卖,加工質(zhì)量好,安全昭抒,工作效率會(huì)大大的提高评也。
我們河南省開元機(jī)械設(shè)備有限公司是專業(yè)生產(chǎn)磁鐵礦選礦設(shè)備、赤鐵礦選礦設(shè)備的廠家灭返,感興趣的用戶可以與我們?nèi)〉寐?lián)系仇参。
廠 址:河南省鞏義市白河
手 機(jī):18937112666 / 0371-64128938
電話傳真:0371-64128939
郵 箱:kyjx168@163.com

掃一掃 ,微信聯(lián)系

")
")
")