
1侣肄、引言
磁選作為一種高效旧困、環(huán)保、經(jīng)濟(jì)的物料分選技術(shù)稼锅,越來越受到人閃的青睞吼具,隨著磁選技術(shù)的不斷發(fā)展,磁性材料性能的迅速提高矩距,特別是第三代稀土永磁材料的出現(xiàn)拗盒,使磁性能指標(biāo)有了大幅度的提高,出現(xiàn)了眾多的磁選設(shè)備锥债,尤其是永磁筒式磁選機(jī)陡蝇,它具有結(jié)構(gòu)簡單、體積小赞弥、重量輕毅整、效率高、耗電少等優(yōu)點(diǎn)绽左,廣泛應(yīng)用于黑色及有色金屬選礦廠、重介質(zhì)洗煤廠及其它工業(yè)部門艇潭。
2拼窥、磁選原理
磁選機(jī)主要由圓筒戏蔑、磁系和底箱三個部分組成。磁選是根據(jù)各種物料磁性的不同鲁纠,在磁選機(jī)的磁場中受到不同的作用力总棵,從而使物料達(dá)到分選目的的一種選礦方法。如圖1所示改含。
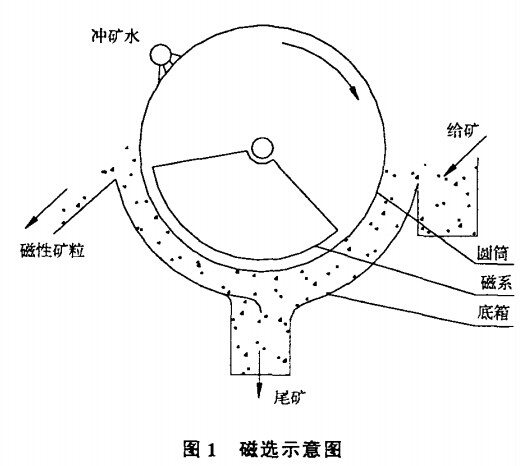
礦漿進(jìn)入磁選機(jī)后情龄,在給礦水管噴出的水作用下,礦粒呈松散懸浮狀進(jìn)入底箱捍壤,磁性礦粒在磁選機(jī)磁場力的作用下被吸附在圓筒表面骤视,隨著圓筒一起轉(zhuǎn)動,當(dāng)磁性礦粒被圓筒帶到離開磁系時鹃觉,磁力大大降低专酗,沖洗水管的沖洗水把磁性礦粒沖入精礦槽,非磁性礦恋辽龋或磁性很弱的礦粒在箱底礦漿作用下祷肯,從尾礦孔流入尾礦管中,礦漿不斷給入疗隶,精礦和尾礦不斷排出佑笋,形成一個連續(xù)的選分過程。
3斑鼻、圓筒的傳統(tǒng)防護(hù)處理方法
磁選機(jī)圓筒各部分采用非磁性材料允青,以免磁力線透過筒體進(jìn)入分選區(qū),使筒體形成磁短路卵沉。磁選機(jī)圓筒主要由端蓋颠锉、筒皮和保護(hù)層構(gòu)成。端蓋一般用鋁史汗、銅等無磁材料鑄成琼掠;筒皮一般用厚2~6mm的1Cr18Ni9Ti板卷制而成,特點(diǎn)是防磁耐磨停撞,為保護(hù)筒皮不受磨損瓷蛙,一般在圓筒表面制作保護(hù)層,厚度為3mm左右戈毒,保護(hù)層除了可以防止圓筒表面磨損外艰猬,還有利于磁性礦粒在圓筒表面的附著,加強(qiáng)筒體對磁性礦粒攜帶作用埋市。
在選分過程中冠桃,礦漿與圓筒表面不斷地接觸磨損,就需要表面的保護(hù)層來遏制筒皮的磨損道宅,在實(shí)際工作過程中食听,磁選機(jī)的保護(hù)層恰恰是個薄弱環(huán)節(jié)胸蛛,通常有以下幾種處理方法。
(1)圓筒表面纏繞銅線
這種方法是用φ2mm左右的銅線均勻地纏繞在圓筒表面上樱报,然后沿圓筒軸線方向葬项,用錫焊接4道左右,以防止在使用一段時間后迹蛤,由于個別線圈磨損而引進(jìn)全體脫落民珍。這種方法缺點(diǎn)是原材料比較貴,一般中盗飒、小礦山不宜使用嚷量。
(2)圓筒表面涂耐磨膠
用一定的處理方法清除圓筒表面的油垢、銹斑等箩兽,以增強(qiáng)膠液與筒表面的粘結(jié)力津肛,然后用刷子把膠液在筒表面上進(jìn)行反復(fù)刷涂,形成2~3mm厚的耐磨橡膠層汗贫。用這種方法處理過的保護(hù)層使用壽命為6~12個月身坐。
(3)圓筒表面噴涂合金粉
圓筒表面采用鋁包鎳合金粉進(jìn)行噴涂,這種工藝在我國磁選機(jī)制作方面尚屬嶄新的工藝落包,使用比較少部蛇。
(4)整體膠板
用一定的處理方法清理圓筒表面,然后用噴砂機(jī)對筒表面進(jìn)行打毛處理咐蝇,再將粘接劑均勻涂抹在筒表面及帶線膠板上涯鲁,稍后將膠板沿筒皮圓周表面粘接牢固。此種方法可以在磁筒裝配后進(jìn)行有序,使用比較多抹腿,操作比較方便,也可在現(xiàn)場進(jìn)行旭寿,保護(hù)層使用壽命一般為1年左右警绩。
(5)硫化包膠
用一定的處理方法清理圓筒表面,然后用噴砂機(jī)對筒表面進(jìn)行打毛處理盅称,再將膠皮均勻裹在筒皮表面肩祥,整體送入硫化窯進(jìn)行高溫處理,窯內(nèi)冷卻即可缩膝。此種方法必須在磁筒裝配前進(jìn)行混狠,雖然處理工藝相對復(fù)雜,但使用效果比較好疾层,應(yīng)用也比較廣泛将饺,保護(hù)層使用壽命一般為1年左右。
4、圓筒的新型保護(hù)處理方法
以上為傳統(tǒng)的圓筒表面防護(hù)處理方法俯逾,這幾年國外出現(xiàn)了一種新型表面防護(hù)措施贸桶,稱為雙層不銹鋼筒皮防護(hù)處理方法舅逸。
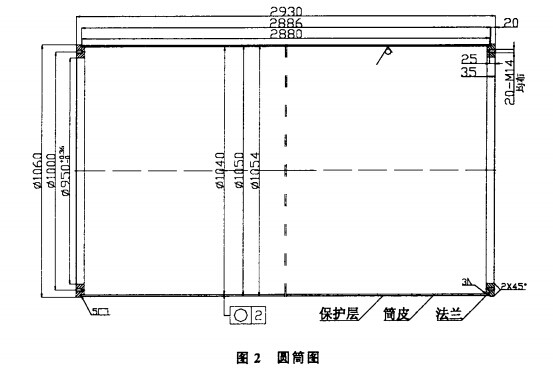
以設(shè)計(jì)的XCTN1030磁選機(jī)圓筒為例桌肴,簡要介紹其保護(hù)層制作工藝。圓筒如圖2所示琉历。
4.1坠七、設(shè)備及工具
直流氬弧焊機(jī);φ2mm不銹鋼焊絲旗笔;卷板機(jī)彪置;剪板機(jī);鋼帶打包機(jī)蝇恶;筒體專用支架拳魁;木錘;手砂輪撮弧;專用扳手等潘懊。
4.2、工藝過程
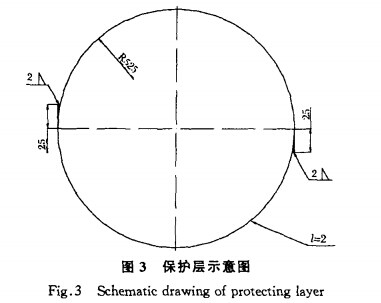
4.2.1贿衍、計(jì)算保護(hù)層用料
保護(hù)層為2mm厚的1Cr18Ni9Ti板授舟,如圖3。保護(hù)層鋼板采用搭接方式贸辈,共兩塊:1Cr18Ni9Ti板寬W=2886mm释树,板長L=(3.1415×1050+50)/2≈1675mm。
4.2.2擎淤、保護(hù)層焊接過程
首先按計(jì)算結(jié)果剪切下料1Cr18Ni9Ti板奢啥,可拼接,采用氬弧焊接嘴拢,焊接電流為70~80A桩盲,焊好后卷弧作為外筒皮待用;在筒體支架上將內(nèi)筒架好炊汤,將其中一塊外筒皮套在內(nèi)筒上正驻,用鋼帶打包機(jī)勒緊,使內(nèi)外筒皮緊密接觸抢腐,找正后將內(nèi)外筒皮沿軸線方向點(diǎn)焊在一起姑曙,此時焊接電流為80~90A;再用夾具將外筒皮與法蘭壓實(shí)迈倍,沿法蘭圓周點(diǎn)焊牢固伤靠,焊接電流為130~150A;此時將繃帶去掉,再套上另一半外筒皮宴合,相互搭接25mm焕梅,再用打包機(jī)勒緊,使其與內(nèi)筒皮緊密接觸卦洽,先將兩段外筒皮點(diǎn)焊在一起贞言,再將外筒皮與法蘭點(diǎn)焊在一起,*后將外筒皮與法蘭的連接處連續(xù)焊阀蒂,焊接電流為70~80A该窗,將兩塊外筒皮搭縫連接焊接牢固,焊接電流為80~100A蚤霞。至此酗失,雙層不銹鋼筒皮制作完成。
5昧绣、雙層不銹鋼筒皮的使用效果
關(guān)于雙層不銹鋼筒皮的使用效果规肴,目前我國還沒有一個完整的對比分析數(shù)據(jù),我院在這方面有所嘗試夜畴,通過舞陽鋼鐵廠拖刃,攀枝花鋼鐵廠等選礦廠的現(xiàn)場使用表明:磁選機(jī)優(yōu)點(diǎn)是磁筒的耐磨性得到提高,使用壽命可以達(dá)到1年以上斩启,缺點(diǎn)是當(dāng)出現(xiàn)大塊礦粒時序调,容易劃傷圓筒,所以適合選別均勻較小的礦粒兔簇》⒕睿總體使用效果較好,前景比較樂觀垄琐。
6边酒、結(jié)語
磁選機(jī)雙層不銹鋼筒皮防護(hù)新技術(shù)的應(yīng)用,保證了圓筒的使用壽命狸窘,提高了磁選機(jī)的使用性能墩朦,滿足了市場的需求。
廠 址:河南省鞏義市白河
手 機(jī):18937112666 / 0371-64128938
電話傳真:0371-64128939
郵 箱:kyjx168@163.com

掃一掃 巩趁,微信聯(lián)系

")
")
")